
 Global
Global

 ニュース・制作物
ニュース・制作物
 本社・施設見学
本社・施設見学
 資材調達
資材調達
 ソリューションコンセプト
ソリューションコンセプト
i3-Mechatronics
(アイキューブメカトロニクス)
 サーボモータ
サーボモータ
- サーボモータとは
- カタログ・仕様 など
 インバータ
インバータ
- インバータとは
- カタログ・仕様 など
 産業用ロボット
産業用ロボット
- 産業用ロボットとは
- カタログ・仕様 など










 財務・業績
財務・業績
ニュース・制作物
本社・施設見学
資材調達
ソリューションコンセプトサーボモータ
インバータ
産業用ロボット
財務・業績
| 技術分野 | ドライブ技術,ロボット技術,コントローラ技術,IoT技術,AI技術,生産技術 |
| 技術キーワード | 自動化,高品質化,高速化,高精度化,生産性向上,予防保全,メンテナンス性向上,多品種少量生産,IoT,データ活用, i3-Mechatronics,サーボ,モータ,ロボット,コントローラ |
2024年4月23日
ものづくりの現場では、これまでの生産性の向上や品質改善の要求に応えることに加え、近年多様化するニーズや労働力不足の問題に対処するため、変種変量生産へ柔軟に対応できる設備や、サステナブルな社会の実現のための環境性能も必要となってきました。
このような市場からの要求に応えるため、当社は、自動化にデジタルデータ活用を加えたソリューションコンセプト「i3-Mechatronics(アイキューブ メカトロニクス)」を提唱し、データを基軸とした自律分散型のものづくりを提案しています(図1)。
本レポートでは、IIFES 2024に出展したコンセプトデモを事例に、i3-Mechatronicsによる変種変量生産に対応したフレキシブルなセル生産システムを紹介します。合わせて、機器のメンテナンスや省エネをサポートする様々なデータ活用事例を紹介します。
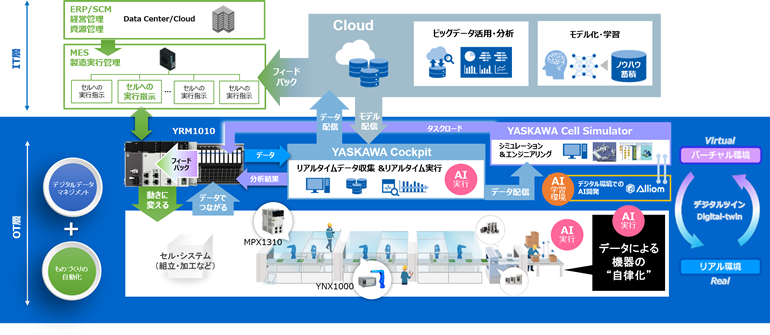 図1 データを基軸とした自律分散型ものづくり
図1 データを基軸とした自律分散型ものづくり
複数の機器やロボットで構成されたセル(※1)において、装置やロボットが連携しながら更に自律して動作することで、品種や生産手順の異なる製品の生産に対応できます。セル単位内にある装置、ロボットを自律化し、つくる物に合わせられる仕組みを「自律分散制御」と呼びます。この自律分散制御を可能としているのが、「YRMコントローラ」です。セル内の機器の情報がこのYRMコントローラに収集され、セル内の状況を把握するだけではなく、装置やロボットがその情報を参照しながら、自分がどういう仕事をするべきかを判断して動作しています。各機器がデータを基に判断して自律的に動くことで、変種変量生産へ柔軟に対応することができます。
※1 セルとは
工場の生産ラインにおける1つの作業単位
セルのデータを統合する「YRMコントローラ」とデジタルデータマネジメント機能を持つ「YASKAWA Cockpit」を組み合わせることで、視える化やデータ分析が可能になります。セル内の機器のステータスデータ(製品IDや検査結果など)とプロセスデータ(モータのトルクや装置内温度など)をワークごとに時刻の合ったデータを収集し、蓄積した活きたデータを分析することで、生産効率の改善やトレーサビリティーの向上が可能です。また、動作時の波形情報から、モータやロボット、機構部の劣化状況を視える化でき、予兆保全も可能となります(図2)。
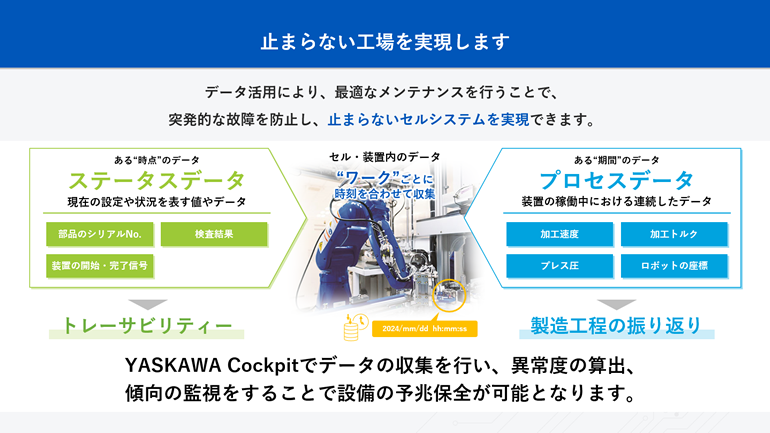 図2 止まらない工場の実現
図2 止まらない工場の実現
従来のPLCによるシーケンス的な制御は事前に設定された順序でタスクを実行することに重点を置いていますが、この制御では変種変量生産など変化の多い要求に応えきれませんでした。
一方、データドリブンな制御は、装置やロボットが収集したデータを基に実行判断を行うことに重点を置いています。YRMコントローラやYASKAWA Cockpitを用いることで、情報共有によるデータドリブンな制御が実現します。自律した装置やロボットが生産指示によって稼働するだけではなく、収集したデータに基づき、加工処理の選択や不良品の処理、メンテナンスのタイミングなどを自動で判断します。自律分散したデータドリブンな制御により、生産プロセスはより柔軟な対応が可能となり、生産効率の向上や品質安定化に貢献します。
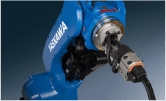
IIFES 2024におけるコンセプトデモ機(図3)を用いて、i3-Mechatronicsによる変種変量生産に対応したセル生産システムの事例を紹介します。
本デモ機は配膳装置、加工装置、研磨装置、検査装置の4つの装置および装置内の3台のロボットで構成された加工セルとなっており、プラスチック部品の加工を想定しています。
まず配膳装置のスカラロボットがワークを加工装置に配膳します。そのワークをプレス加工したのち穴あけ加工を行います。そのあとで超小型ロボットがワークを研磨装置に移載し、ワークはスライダ上で移動しながらハンドリングロボットのハンドに装着したツールでワークの縁を研磨します。最後に、検査装置でカメラと測長センサーによる検査を行い、合格した物を超小型ロボットがベルトコンベヤに移載しています。
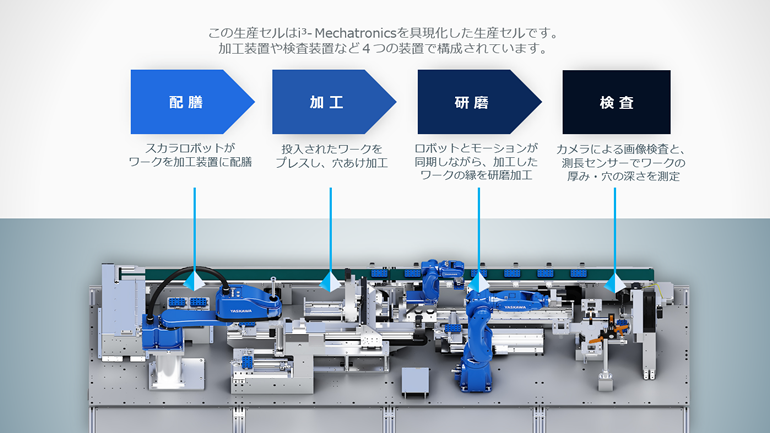 図3 IIFES 2024におけるコンセプトデモ機
図3 IIFES 2024におけるコンセプトデモ機
YRMコントローラの最新機種「YRM1010」は、セル内のデータを一元管理する“掲示板機能(開発中)”を新たに実装。シーケンシャルな制御だけでなく、掲示板機能により共有された作業の情報に基づいて装置やロボットが自律的に判断して動きに変える制御を実現します。
お客さまの課題として「ユーザーのニーズに合った多種多様な製品を生産したいが、段取り替えや装置の調整、ロボットの再ティーチングが必要となり、思うように生産性が上がらない」というケースがあります。このような課題に対し、自律したセルにおいてはYRMコントローラから穴あけの座標や深さ・材料の輪郭といったレシピ情報(作業の詳細情報)を入手し、掲示板機能によるセル内の状態情報に加え、センサーやカメラの環境情報を基に装置やロボットが自律して動作するため、人手に頼っていた装置や機器の変更作業が不要となり、データドリブンによる変種変量生産を実現できます(図4)。
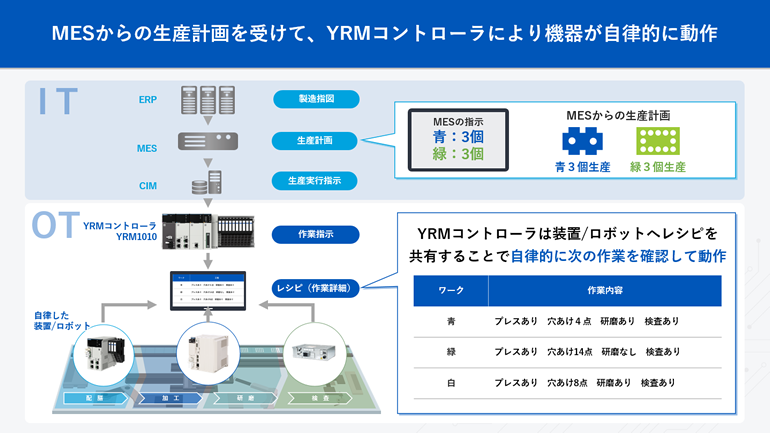 図4 データドリブンによる変種変量生産
図4 データドリブンによる変種変量生産
YRMコントローラは、装置・各工程単位で「ステータスデータ」と「プロセスデータ」の時間軸を合わせて一元収集管理します。さらに、収集したデータをYASKAWA Cockpitで分析し、装置やロボットに「動き(モーション)」としてフィードバックすることにより、安定生産と高品質を実現します。
例えば塗装の現場においては、温度・湿度といった環境情報や、粘度・密度・硬度といった材料の情報から、最適な配合や塗り方を匠の技で調整しています。これを自動化するためには、各種データを収集、解析することで最適なパラメータ値を算出し、装置やロボットへフィードバックをかけ動きに変えていく必要があります。
デモ機においては、YASKAWA Cockpitにて生産品の厚み検査の結果を解析し、その傾向からプレス圧の指令値を補正することで生産品質を安定化し、歩留まり向上に貢献できることを示しました(図5)。
 図5 プレス圧の指令値補正で生産品質を安定化、歩留まり向上
図5 プレス圧の指令値補正で生産品質を安定化、歩留まり向上
「検査の結果、不合格となった製品を再加工することで合格条件を満たす」、普通に考えれば人間が再加工の判断をし、そのための段取りを行い、装置、ロボットを動かして作業をします。これに対し、この自律したセルにおいては、YRMコントローラとYASKAWA Cockpitが、ワークにひもづいたデータを基に、自ら再加工の判断をし、専用のレシピを発行することで、自動的に再加工を実行することができます(図6)。本デモの場合、検査工程におけるワークごとのカメラによる画像検査、測長センサーによる測定結果と、加工工程の実績データより、これらを判断・実行します。これにより、人手をかけずに再加工を行い、MESからの生産計画を完遂することができます(図7)。
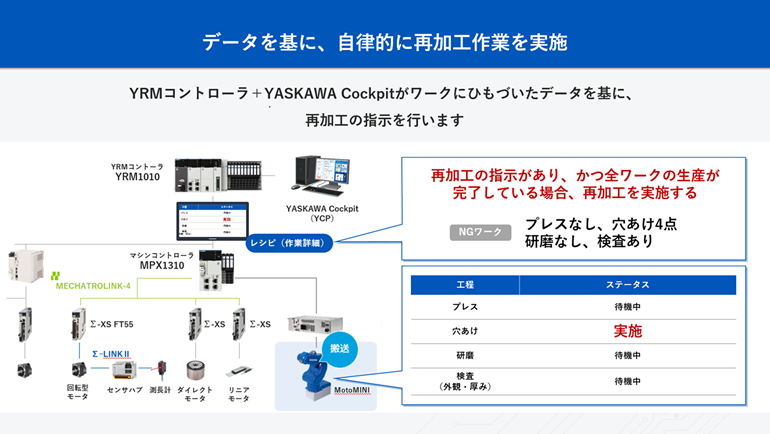 図6 自律的な再加工作業
図6 自律的な再加工作業
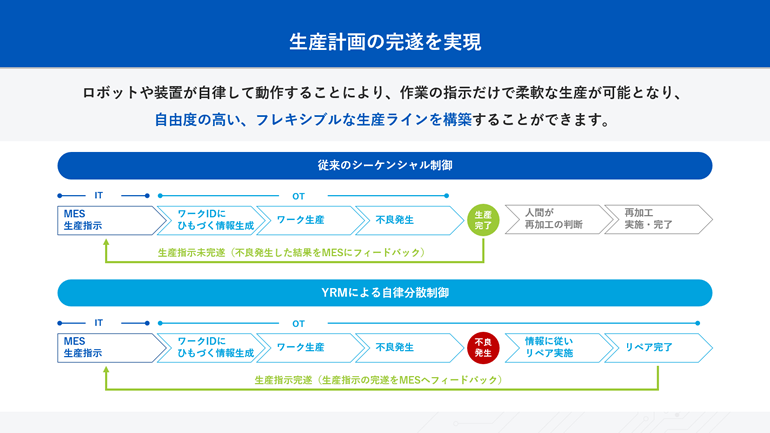 図7 生産計画の完遂
図7 生産計画の完遂
通常、ロボットやボールねじといった機構は、定期的にメンテナンスが必要となります。ただし、頻繁にメンテナンスを行うと無駄が多く、間隔が長すぎると途中で故障してしまうというリスクがあります。理想は装置やロボットが自己診断によりメンテナンスの最適なタイミングを教えてくれることです。
ロボットの関節や機構を動かすサーボモータは、それ自体がセンサーとしての働きができます。所定の動作をするためのトルク値や外力推定値等のデータを活用することで、装置やロボットの劣化状況を知ることができます(図8)。まさに、装置やロボットが日々健康観察を行い、メンテナンスの最適なタイミングを教えてくれる、といったシステムを構築できます。
デモ機の研磨装置では、ワークを研磨し出荷前の仕上げ加工を行っています。この研磨するツールは使っている中で摩耗するため、定期的なメンテナンス(交換)が必要となります。YRMコントローラとYASKAWA Cockpitを活用し、正常時の動作波形と日々の動作波形をMT法(Maharanobis-Taguchi System)という手法を用いて解析を行うことで、どれだけ劣化しているかの判断を行うことができ、メンテナンスタイミングの最適化や予兆保全に貢献します。
本機能は、サーボモータ「Σ-X(テン)シリーズ」に標準機能として搭載、YASKAWA Cockpitでもアドオンを準備し、導入しやすくしています。
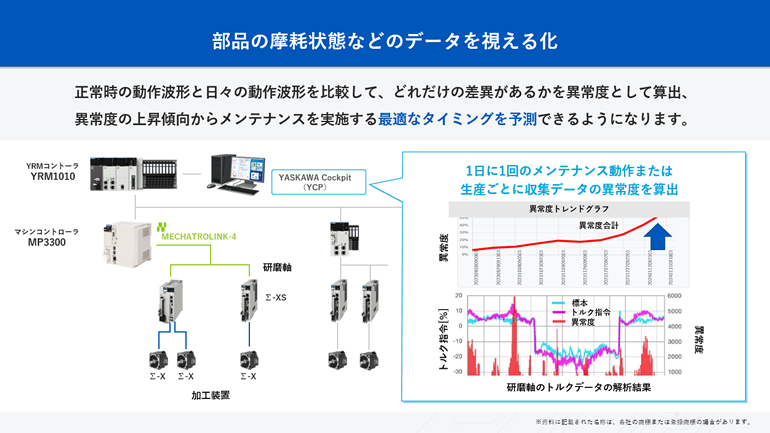 図8 データの視える化
図8 データの視える化
CO2削減など環境対策のためにも、まずは消費電力量の視える化が必要となります。しかし、従来のような「工場単位」や「生産ライン単位」では具体的な方策が取りづらく、より細かい単位での視える化が必要となります。例えば製品単位で生産時の消費電力が分かれば、様々な解析に用いることが可能となります。
本展示では、各装置に電力計を設置し、製品の生産時に各工程で使用した消費電力量をYRMコントローラにて収集しています。そのデータをYASKAWA Cockpitにて製品IDを基準に整列することで、生産時に使用した消費電力量を視える化でき(図9)、動作パターンの見直し等による効率化や電力使用量のピークカット等の検討に活用できます。
また、消費電力量はCO2量に換算することもできますので、カーボンニュートラルやSDGsに対応した環境低負荷製造や需要都合に合わせた生産の一助になります。
当社のロボット、サーボ、インバータ製品はいずれも消費電力のモニタ機能を備えています。また、電源回生コンバータ等の機器もとりそろえており、様々な方法で省エネをサポートします。
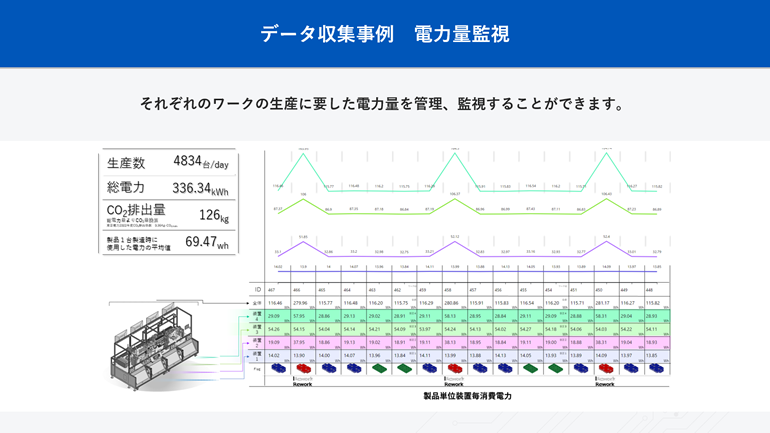 図9 電力量監視
図9 電力量監視
i3-Mechatronicsによるスマートなものづくりを実現するソリューションとして、IIFES 2024で出展したコンセプトデモ機と、YASKAWA Cockpitによるデータ活用事例を紹介しました。
今後も、i3-Mechatronicsコンセプトの製品の進化と適用の拡大により、多様化するものづくりへの対応や生産効率化・品質向上を推進するとともに、社会課題の解決と持続可能な社会の実現に貢献してまいります。
![]()

Copyright © 2003‐2026 YASKAWA ELECTRIC CORPORATION.









