
 Global
Global

 ニュース・制作物
ニュース・制作物
 本社・施設見学
本社・施設見学
 資材調達
資材調達
 ソリューションコンセプト
ソリューションコンセプト
i3-Mechatronics
(アイキューブメカトロニクス)
 サーボモータ
サーボモータ
- サーボモータとは
- カタログ・仕様 など
 インバータ
インバータ
- インバータとは
- カタログ・仕様 など
 産業用ロボット
産業用ロボット
- 産業用ロボットとは
- カタログ・仕様 など










 財務・業績
財務・業績
ニュース・制作物
本社・施設見学
資材調達
ソリューションコンセプトサーボモータ
インバータ
産業用ロボット
財務・業績
| キーワード | データ活用, 品質向上, 予防保全, コントローラ, i3-Mechatronics |
| 関連製品 | YRMコントローラ, YASKAWA Cockpit |
2026年5月28日
ものづくりの現場では、従来から重視されてきた生産性向上や品質改善に加え、市場ニーズの多様化や労働力不足を背景として、生産設備にはこれまで以上の柔軟性が求められています。多種多様な製品を必要な量だけ、頻繁に切り替えて生産する変種変量生産への対応力が重要となっています。
こうした状況に対し、当社は自動化技術にデジタルデータ活用を加えたソリューションコンセプト「i3‑Mechatronics」を提唱し、製造現場の自動化を起点にデータ活用や知能化を進めることで、変種変量生産・品質安定化・止まらない生産の実現に取り組んでいます。本レポートでは、このコンセプトを具体化するYRMコントローラを始めとする当社製品群の連携による次世代のセル生産システムを紹介します。
多くの製造現場では、ニーズの多様化に伴い、多種多様な製品を小ロットで切り替えて生産する必要性が増しています。しかし実際には、人手による段取り替えや教育負荷の増大、品種追加のたびに必要となるソフトウェア変更作業が障壁となり、変種変量生産への移行が思うように進まないケースが多い状況です。また、生産品の品質が安定せず不良が発生した場合でも、データが不十分のため要因追及が難しく、品質改善の妨げとなっています。加えて、ロボットや装置の突発的かつ長期間に及ぶ停止(いわゆるドカ停)が生産効率を大きく損なうものの、故障に至るまでの変化が把握できず、予兆保全の仕組みを構築できないといった課題も存在します(図1)。
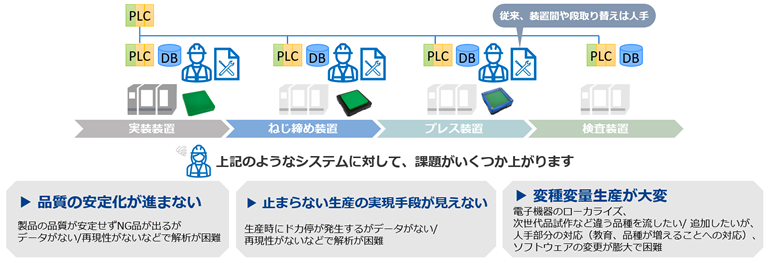
図1 生産現場における課題
このような現場の課題に対し、IIFES 2025 に出展したデモを事例に、自動化とデータ活用を一体的に進めることで、変種変量生産、品質安定化、止まらない生産により、生産性向上を実現するシステムを紹介します。
このデモ機(セル※1)は、小型電子機器の製造プロセスを想定しており、YRMコントローラYRM1030、YASKAWA Cockpit(YCP)、マシンコントローラMPX1000シリーズ、ACサーボドライブΣ‑Xシリーズ、産業用ロボットMOTOMAN-GP/SGシリーズ、インバータGA500といった当社製品群の連携で自動化されています(図2)。ワークは一般的な電子機器と同様、ケース・基板・カバーで構成されており、セル全体は基板実装、基板をケースに固定するねじ締め、ケースにカバーをはめ合わせるプレス、画像検査および厚み測定という一連の工程によって製品を完成させます。この構成をベースに、以下の3つのポイントで課題解決に取り組みました。
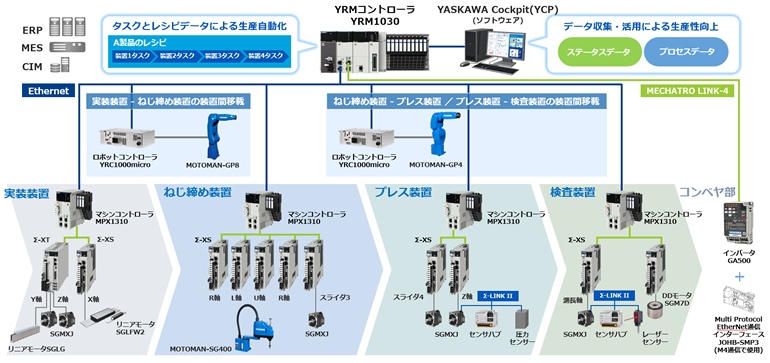
図2 デモ機(セル)の構成
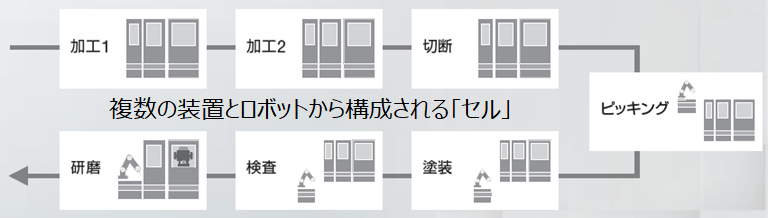
※1 セル:
複数の装置またはロボットで構成された小規模な生産ライン
これからは、自動化の進展に伴い、装置はより多くの周辺装置と連携して、複数の装置とロボットからなる「セル」を構成していくと当社は考えます。装置とロボットをつなぎセルを自動化することが、工場全体の最適化や効率化に向けての第一歩となります。
人手で行っていた装置間搬送をロボットが担い、装置とロボットをYRMコントローラで統合的に制御することで自動化を実現しました。各装置やロボットの制御に加え、同期データを収集することで、データ活用の基盤が整備されます。
統合的に自動化されたシステムを基盤に、YRMコントローラ+YASKAWA Cockpitを用いて、各工程からステータスデータ(ある時点の状態)とプロセスデータ(加工中の連続データ)をワーク単位で収集し、収集したデータを解析、解析結果を元にフィードバックする仕組みを構築しました(図3)。これにより、最終検査で不具合が出た際、その不良がどの工程で作り込まれたのか、ワークの流れに沿って因果関係を明確に特定できるようになります。本デモでは、厚み検査の結果に応じてサーボプレスの圧力を補正することで嵌合品質を安定化しています。また、ロボットハンドのボールねじは、サーボモータのトルク傾向を統計学に基づく手法で解析し、新品時との乖離具合を定量化することで、故障の予兆を捉えられるようにしました。その結果、計画的なメンテナンスにより、突発的かつ長期間となる停止を回避することができるようになりました。
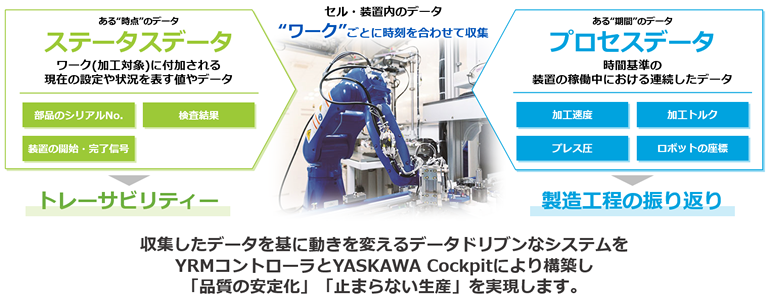
図3 ステータスデータとプロセスデータ
YRMコントローラは、タスク※2とレシピデータ※3を活用し、品種ごとのパラメータや作業順序を柔軟に設定できる構造としています(図4)。接続機器、タスク、レシピデータを視覚的な操作により設定でき、セルを容易に構築可能です。品種追加・変更時にはレシピデータを編集するといったシンプルなエンジニアリングで、変種変量生産への対応を容易にしています。
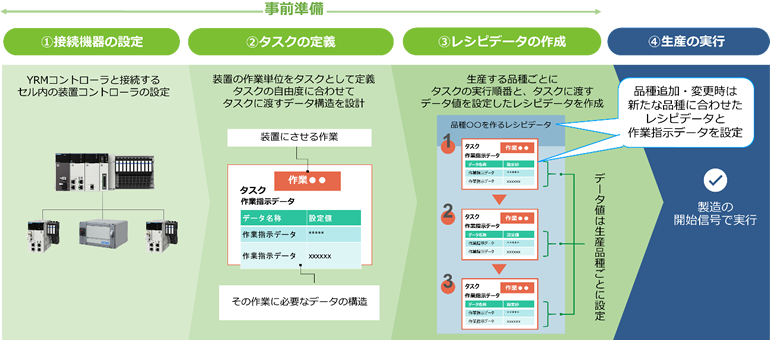
図4 YRMコントローラのセル構築のステップ
※2 タスク
装置やロボットが実行する作業とそれに対応する作業指示データをセットにしたデータ。
※3 レシピデータ
生産品種に応じたタスクの実行順番や作業指示データに設定するパラメータの値を含むデータ。
本デモの中核となる YRM1030 は、セル内の複数の装置・ロボットを一括して接続・制御できるコントローラであり、「自律分散制御機能」のタスクとレシピデータを用いてセル全体を構造化することで、工程の追加や変更に柔軟に対応できる点が特長です。各タスクには加工条件や動作パラメータが含まれており、レシピデータを切り替えるだけで品種変更が可能となる仕組みは、変種変量生産の実現に大きく寄与します。
また、ACサーボドライブΣ‑Xシリーズや マシンコントローラMPX1000 シリーズと連携することで、ステータスデータやプロセスデータを高精度に取得できる点も重要です。高精度なプロセスデータとステータスデータをワーク単位で時刻を合わせて収集することにより、ワーク単位で加工条件の変化と結果を結びつけた解析が可能になります。これらのデータは YASKAWA Cockpit に蓄積され、品質改善や予兆保全、異常復旧など多様なアプリケーションに活用されます。
製造現場では、多様化する市場要求への迅速な対応や、生産効率の最大化、品質の安定確保が引き続き求められます。i3‑Mechatronicsコンセプトは、従来の自動化にとどまらず、データ活用を組み合わせることで製造現場の変革を推進するだけではなく、進化し続ける枠組みとなります。本レポートで変種変量生産、品質安定化、止まらない生産へのソリューションを紹介しました。
今後も当社は、i3-Mechatronicsコンセプト製品の更なる進化と、データマネジメント技術との融合を更に推進し、お客さまの製造現場が抱える課題解決に貢献するとともに、持続可能な社会の実現に向けたものづくりの革新に貢献していきます。
![]()

Copyright © 2003‐2026 YASKAWA ELECTRIC CORPORATION.









